|
Tom Engelhardt
Überflieger
Moderator

Registriert seit: Sep 2000
Wohnort: Göttingen
Verein: RAMOG/TRA L3/Präfekt TRA 123
Beiträge: 1590
Status: Offline
|
Schönes Design und Projekt!  Dann schreibe ich Dich mal auf meine Kandidatenliste für eine Levelzertifizierung...  VG, Tom
"Intelligenz ist zu wissen, dass eine Tomate eine Frucht ist; Weisheit ist, sie nicht in einen Obstsalat zu tun."
Miles Kington (1941-2008)
|
|
Daniel Hahn
Epoxy-Meister

Registriert seit: Apr 2002
Wohnort: Heilbad Heiligenstadt
Verein: AGM, Solaris-RMB
Beiträge: 457
Status: Offline
|
Ja, bitte gerne  Zitat:
Original geschrieben von Tom Engelhardt
Dann schreibe ich Dich mal auf meine Kandidatenliste für eine Levelzertifizierung...
VG, Tom
|
|
Daniel Hahn
Epoxy-Meister
Registriert seit: Apr 2002
Wohnort: Heilbad Heiligenstadt
Verein: AGM, Solaris-RMB
Beiträge: 457
Status: Offline
|
Auch hier geht es weiter...DANKE STEFAN für den guten Austausch Was lernen wir...Messingdüsen sind für die Tonne aber nicht für den 3D Drucker, sofern man mit Material arbeitet was Kohlefasern beinhaltet oder hohe Temperaturen braucht. Das strukturelle Problem im Druck, welche die sich sehr schnell abnutzende Düse verursacht, sind am Anfang kaum zu sehen. Aber beeinflussen die Qualität und die Haftung der Layer sehr stark. Ich habe jetzt ein 400mm langes Körperrohr mit 2,5mm Wandung und einem Gewicht von unter 200Gramm. Habe es mal auf die Tischkante geschlagen, da tut sich nichts  Gedruckt habe ich mit einem Infill der an den Enden deutlich höher ist. Außerdem habe ich 5 vertikale streben und alle 50mm eine horizontale Strebe im Infill. Das sollte mir im Level1 Bereich das Hantieren mit Epoxidharz sparen, denke und hoffe ich  Der Drucker läuft schon wieder und demnächst kommen dann auch ein paar Fotos.
|
|
Daniel Hahn
Epoxy-Meister
Registriert seit: Apr 2002
Wohnort: Heilbad Heiligenstadt
Verein: AGM, Solaris-RMB
Beiträge: 457
Status: Offline
|
|
|
Daniel Hahn
Epoxy-Meister
Registriert seit: Apr 2002
Wohnort: Heilbad Heiligenstadt
Verein: AGM, Solaris-RMB
Beiträge: 457
Status: Offline
|
Ich habe gestern das erste Körperrohr für mein Modell getempert, und die Ergebnisse sind vielversprechend. Das Geräusch beim Anschlagen hat sich von einem hellen in einen dumpferen Ton verändert, was auf die Veränderung der Materialeigenschaften hinweist. Das Rohr fühlt sich jetzt auch elastischer an und lässt sich im Vergleich zum ungetemperten Rohr etwas leichter drücken. Insgesamt scheint das Tempern den gewünschten Effekt erzielt zu haben. 
|
|
RalfB
Grand Master of Rocketry
Moderator

Registriert seit: Apr 2004
Wohnort:
Verein: AGM, Tripoli L2
Beiträge: 3029
Status: Offline
|
Hallo Daniel,
wie temperst Du die Teile genau?
Gruß Ralf
#Dont Look Up
|
|
Daniel Hahn
Epoxy-Meister
Registriert seit: Apr 2002
Wohnort: Heilbad Heiligenstadt
Verein: AGM, Solaris-RMB
Beiträge: 457
Status: Offline
|
Hi Ralf, ich habe den Backofen auf etwa 85 Grad vorgeheizt und gewartet, bis sich die Temperatur eingependelt hat. Die Schwankungen lagen bei mir so zwischen 82,5 und 88 Grad. Das Körperrohr habe ich dann 1,5 Stunden bei dieser Temperatur drin gelassen. Danach habe ich die Temperatur schrittweise, immer um ca. 10 Grad, gesenkt. Bei etwa 55 Grad habe ich den Ofen einfach ausgemacht, allerdings lag das mehr daran, dass es schon spät war. Ich habe die Ofentür dann nicht mehr geöffnet und alles langsam abkühlen lassen. Mehr hatte ich zu dem Thema nicht gefunden und hoffe, dass es so richtig war. Das Tempern an sich ist immer, eine bestimmte Temperatur eine Weile halten und dann so langsam als möglich, vor allem gleichmäßig, abkühlen lassen. Das müsste für ASA zwischen 80-100 Grad liegen. Wobei Asa, ab 95 Grad und über längere Zeit, schon kritisch werden kann. Grüße Daniel Zitat:
Original geschrieben von RalfB
Hallo Daniel,
wie temperst Du die Teile genau?
Gruß Ralf
|
|
RalfB
Grand Master of Rocketry
Moderator
Registriert seit: Apr 2004
Wohnort:
Verein: AGM, Tripoli L2
Beiträge: 3029
Status: Offline
|
Danke,
damit muss ich mich mal beschäftigen.
#Dont Look Up
|
|
Daniel Hahn
Epoxy-Meister
Registriert seit: Apr 2002
Wohnort: Heilbad Heiligenstadt
Verein: AGM, Solaris-RMB
Beiträge: 457
Status: Offline
|
Nach einigen Anläufen habe ich endlich die Spitze für meine Level 1 fertiggestellt. Der Übergang von Metallbearbeitung zu ASA im 3D-Druck war schwieriger als gedacht die Festigkeiten sind einfach nicht vergleichbar. Ein Millimeter Aluminium ist eben nicht das Gleiche wie ein Millimeter ASA, auch wenn es im CAD-Programm oft massiv aussieht. Ursprünglich wollte ich die Spitze in einem Stück drucken, aber das hat nicht geklappt. Also habe ich mich entschlossen, sie zu teilen. Mein erster Versuch mit einem leichten Verbinder ging leider schief wie auf dem Bild zu sehen ist, ist er unter Belastung abgerissen. Der neue Verbinder ist nur 5 Gramm schwerer, hält aber problemlos, auch wenn man ihn ordentlich anzieht. Nach dem Wechsel zu gehärteten Düsen sind selbst die Feingewinde M24x1 sehr präzise und lassen sich nach dem Druck mit einer Zahnbürste und etwas Scheuermilch perfekt nacharbeiten und einpassen. Insgesamt bin ich mit dem Ergebnis jetzt sehr zufrieden. 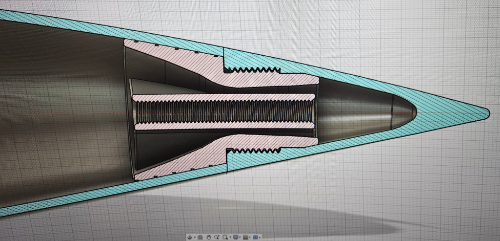 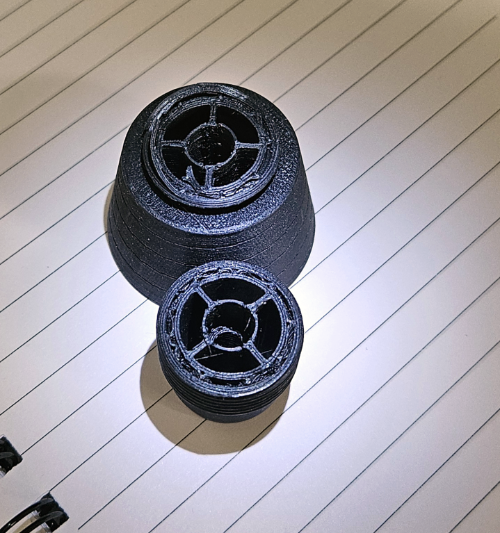
|
|
Roman
Archiv-Moderator

Registriert seit: Feb 2001
Wohnort:
Verein: AGM, RMV, RAMOG
Beiträge: 2062
Status: Offline
|
Sehr cool! Das Problem mit den Größenverhältnissen im CAD kann ich nur bestätigen, das ist auch nach Jahren täglichem Gebrauchs noch allgegenwärtig Ist das mittige Gewinde für eine Ringschraube o.ä.? Evtl. Kannst du da die 5g wieder sparen, wenn du stattdessen die Schockleine direkt verknotest.
'Technisch gesehen hat alles funktioniert!'
|
|
|

 09. September 2024 um 11:56]
09. September 2024 um 11:56]



